
Comment tarauder ?

Publié par Yvon
Spécialiste Quincaillerie chez Bricozor
Le taraudage permet de créer des filets sur les parois d’un trou afin de recevoir une vis, une tige filetée ou un insert.
Pour effectuer un taraudage, on utilise un taraud. Il est constitué d’une tige en acier rapide (HSS) sur laquelle sont gravées des rainures aux arêtes tranchantes, les peignes, permettant le fraisage des filets du taraudage.

Quels sont les différents types de tarauds ?
Il existe deux grandes familles de tarauds : les tarauds main et les tarauds machine.
Les tarauds main permettent de réaliser des taraudages manuels. Ils se présentent sous deux formes :

En jeux de 3 tarauds : un ébaucheur, un semi-finisseur et un finisseur. La queue du taraud main se termine par une empreinte carrée. Celle-ci permet le blocage du taraud dans les mâchoires d’un tourne à gauche ou d’un porte-taraud en bout.

En taraud individuel : au lieu d’avoir 3 tarauds pour réaliser les filets, ce taraud comporte sur son corps les trois étapes de fraisage. Il demande lui aussi un maintien dans un tourne à gauche ou un porte-taraud en bout.

Les tarauds machine vont se destiner au taraudage sur des machines stationnaires d’atelier ou mobiles sur chantier.
L’opération de taraudage machine se fait en un seul passage avec des tarauds étagés.
Ensuite, il va se dégager deux sous familles communes aux deux familles de tarauds. Selon le type de perçage effectué dans la pièce, l’extrémité du taraud sera différente :

- Les tarauds pour trous débouchants – L’extrémité de ces tarauds est pointue.
- Les tarauds pour trous borgnes – Ces tarauds ont leur extrémité plate
Comme pour les forets pour métaux, les tarauds se déclinent selon la matière à tarauder, de la plus tendre à la plus dure.
- Les tarauds HSS se destinent aux métaux non-alliés, les fontes, les métaux non ferreux et les plastiques. Ces tarauds HSS peuvent recevoir un traitement de surface qui va faciliter l’évacuation des copeaux et limiter l’échauffement.
- Les tarauds HSS Co, au cobalt, vont permettre des taraudages difficiles dans des métaux alliés comme les inox. Ils peuvent également être revêtus d’un traitement de surface.
Les tarauds main en jeu de 3

Ce sont les tarauds les plus courants et pour de multiples applications. Ils se présentent sous la forme d’un jeu de 3 tarauds : un ébaucheur, un semi-finisseur et un finisseur.
Afin de faciliter la distinction entre ces trois tarauds, un trait a été tracé en haut de la queue des deux premiers : 1 trait pour l’ébaucheur et 2 traits pour le semi-finisseur.
Ces trois tarauds sont différents :
- Le premier, l’ébaucheur, va amorcer le fraisage des premiers filets. Il est conique sur les deux tiers de sa longueur
- Ensuite le taraud intermédiaire, le semi-finisseur, va approfondir les filets ébauchés par le premier taraud
- Le dernier taraud va finaliser le taraudage.
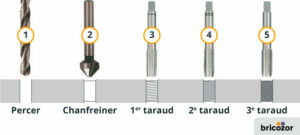
Les étapes du taraudage (jeu de 3)
La pièce bien fixée dans l’étau, on effectue le perçage au diamètre adapté au taraudage.
| Taraudage | Pas (mm) | Diamètre perçage (mm) |
|---|---|---|
| M3 | 0,5 | 2,5 |
| M4 | 0,7 | 3,3 |
| M5 | 0,8 | 4,2 |
| M6 | 1 | 5 |
| M7 | 1 | 6 |
| M8 | 1,25 | 6,75 |
| M9 | 1,25 | 7,75 |
| M10 | 1,5 | 8,5 |
| M12 | 1,75 | 10,25 |
| M14 | 2 | 12 |
| M16 | 2 | 14 |
| M18 | 2,5 | 15,5 |
| M20 | 2,5 | 17,5 |
| M22 | 2,5 | 19,5 |
| M24 | 3 | 21 |
| M27 | 3 | 24 |
| M30 | 3,5 | 26,5 |
On vient ensuite chanfreiner les bords du trou, des deux côtés. Ce chanfrein permet un meilleur amorçage du premier taraud et une bonne évacuation des copeaux.
Le premier taraud est fixé dans le tourne à gauche ou le porte-tarauds. Pour ce départ, on ne tient pas le tourne à gauche par ses branches, mais on exerce une pression dans l’axe du taraud, au centre de l’outil. On amorce doucement le fraisage en vérifiant la bonne perpendicularité du taraud et de la pièce. Ensuite, lorsque l’amorçage est effectué, on prend le tourne à gauche par ses branches et on exerce une pression verticale et une rotation. Il ne faut pas forcer la pénétration du taraud. Lorsque l’on sent une grande résistance, on tourne dans l’autre sens afin de dégager les copeaux. On effectue ainsi des va et vient jusqu’à la fin du taraudage du premier taraud. Cette opération d’ébauche est terminée quand le taraud tourne sans effort dans les deux sens.
Cette première étape est déterminante pour la suite des opérations.
Le même processus est effectué pour les deux autres tarauds. Pour avoir une finition parfaite des filets, on doit être attentif à bien retirer les copeaux du troisième taraud. Il faut effectuer des retours en arrière réguliers pour briser et évacuer les copeaux.
Pendant tout le processus de taraudage, il est important de lubrifier abondamment avec de l’huile de coupe. Sauf pour les fontes qui demandent un taraudage à sec.
Les tarauds main individuels
Ces tarauds se rapprochent des tarauds machine dans leur conception. Les étapes du taraudage, de l’ébauche à la finition, se retrouvent sur un seul taraud.
Ce type de taraud permet une rapidité d’exécution au détriment de la précision du taraudage.

Les étapes du taraudage (individuel)
Le processus de taraudage est identique à celui des jeux de 3 tarauds. Sauf que les étapes sont plus courtes. On passe très vite de l’amorçage, peu de filets sur le taraud, à la semi-finition et ensuite à la finition.
Les tarauds machine

Parfaitement adaptés aux taraudages industriels, les tarauds machine sont précis, robustes et économiques. Ils se fixent sur des fraiseuses stationnaires, d’atelier ou sur chantier, avec des vitesses très basses.
Contrairement aux tarauds manuels, ces tarauds machine ont pour la plupart une poussée du copeau vers le bas. Ce qui évite les bourrages et la rupture du taraud sous l’effort.
Le taraudage des plastiques
Les types et méthodes que nous avons vus précédemment se destinent à tous les métaux. Le taraudage des matières plastiques se pratique à l’identique, mais avec quelques nuances.
- En premier, il faut que la matière plastique soit assez rigide pour qu’il n’y ai pas de déformation lors du taraudage.
- La deuxième particularité, c’est de ne jamais faire de mouvement de va et vient avec le taraud. Le risque est de détruire les filets avec les copeaux. Pour la plupart des matières plastiques, le taraud le plus adapté est le taraud individuel qui va effectuer le taraudage en un seul passage.
- Dernière particularité, le plexiglas. Malgré le peu de chaleur dégagé, cette matière devient collante après un perçage ou un taraudage. Il faut vite retirer le taraud sinon il se soude au plexiglas. Ensuite, c’est pratiquement impossible de le retirer sans le casser ou fendre le plexiglas. Enduire le taraud de paraffine est la meilleure protection pour éviter un collage trop rapide. Rapidement après le taraudage, il faut penser à bien souffler les copeaux adhérant aux filets. Ils créeraient une contrainte lors du vissage, surtout si la vis est elle même en plexiglas.
La réparation des taraudages
Lorsque l’on veut refaire un taraudage défectueux dont les filets ont pratiquement disparus, il n’y a que deux solutions de réparation :
- Percer un trou plus gros que le fond des filets et effectuer un nouveau taraudage. Cela implique une dimension plus grande de la vis à introduire dans le taraudage
- Mettre un insert fileté appelé “filets rapportés”. Cette technique permet de garder la même dimension de vis
La pose des filets rapportés

Les filets rapportés se posent facilement. Voici les étapes de pose :
- Le perçage – On vient percer dans le trou existant au diamètre demandé par l’insert à poser.
- Le taraudage – Pour recevoir l’insert, le taraud est spécifique et adapté aux filets rapportés. Le taraudage s’effectue normalement à la main ou à l’aide d’une fraiseuse.

- La mise en place de l’insert – À l’aide d’un entraîneur, on vient visser les filets rapportés dans le taraudage. On arrête le vissage lorsque l’insert est un peu en dessous de la surface de la pièce.

La plupart du temps, ce système de filets rapportés se propose en coffret comprenant les forets, les tarauds, les filets rapportés et tous les autres accessoires de pose.
4 commentaires
Articles du moment


{kind=link}
Nos univers
Super article et de qualité !
Tres utile et clair !
Bonjour d’abord merci pour le temps consacrer, ensuite quand a l’article proprement dit, l’article est juste au top claire et concis merci.
Bonjour,
Votre article m’a vraiment aidé à comprendre comment utiliser les tarauds et je vous en remercie.
Kyle