
Comment couper le métal ?

Publié par Yvon
Spécialiste Quincaillerie chez Bricozor
La découpe du métal n’est pas complexe mais va demander un outillage adapté au type de métal et à la qualité finale de la coupe.
Tous les métaux n’ont pas la même dureté et les mêmes réactions lorsque l’on veut les couper. Selon l’outil utilisé, cela peut se traduire par une déformation plus ou moins importante de la pièce après la coupe. Cela peut aussi déboucher sur une transformation des caractéristiques du métal dû à la chaleur dégagée lors de la coupe.
Avant de choisir le bon outil, il est indispensable de connaître la nature du métal à couper et de l’utilisation que l’on va avoir de la pièce après la coupe. En effet, si votre souhait est de réaliser un assemblage précis, il ne faut aucune déformation des pièces coupées. S’il s’agit de simplement couper un fil de fer, le choix des outils sera plus simple.
En résumé, le choix de l’outil de découpe va dépendre de plusieurs critères :
- Le type de découpe : surfaces planes, fils, câbles, profils pleins ou creux
- Le diamètre ou l’épaisseur à couper
- La dureté du métal
- Les qualités demandées après la coupe
Les outils manuels pour la découpe du métal
1 - Les Pinces Coupantes
Les pinces coupantes forment une très grande famille d’outils pour la coupe des métaux. Elles permettent de couper des fils, des tiges comme les vis et les clous. Ces pinces sont indispensables dans une boite à outil.
Selon la dureté de leur arêtes tranchantes, les pinces coupantes peuvent couper des métaux très durs comme la corde à piano (fil qui sert à fabriquer les ressorts).
On peut les scinder en quatre grands groupes, selon l’emplacement des couteaux et le nombre d’arêtes tranchantes :

- Les pinces coupantes de côté, ou diagonales, ont leur couteaux positionnés horizontalement et sur le côté de la pince. Les pinces coupantes diagonales sont principalement utilisées pour la coupe de fils fins. Mais certaines de ces pinces sont équipées d’une double articulation qui permet une amplification de la force manuelle et de diminuer l’effort de coupe.
- Les pinces coupantes de devant, ou en bout, ont leur couteaux perpendiculaires aux bras de la pince. Les pinces en bout ont les arêtes de coupe situées à l’avant et perpendiculaires aux bras. Cette position des couteaux permet de couper des fils plus durs et plus gros que les pinces diagonales classiques. Certaines de ces pinces de devant ont une puissance de coupe démultipliée et ainsi de pouvoir couper des fils très durs ou plus gros.
- Les pinces à coupe centrale, comme les coupe-boulons, ont également leur couteaux positionnés horizontalement mais ces derniers sont centrés par rapport aux mâchoires et aux bras de la pince. Les pinces à coupe centrale, dont le coupe-boulons est le modèle le plus courant, sont les plus puissantes des pinces coupantes manuelles. Elles ont une démultiplication de l’effort très élevé grâce à la position des arêtes tranchantes et des bras plus longs et souvent articulés. Ce qui leur permet de couper de très grosses sections de métal.
- Les pinces coupantes coupe-câbles ont des machoires spécifiques pour la coupe des nappes de fils comme les câbles. Les pinces coupe-câbles n’ont qu’un seul tranchant. La mâchoire basse est plane et sert d’enclume pour positionner le câble. La mâchoire supérieure est sous la forme d’une guillotine qui vient sectionner les brins souples des câbles. Avec une pince à doubles tranchants, la coupe propre des câbles est pratiquement impossible car les brins vont s’écraser lors la coupe.
Informations
Ce que l’on note pour toutes les pinces coupantes de même type, c’est que plus les bras de la pince sont longs, plus la puissance de coupe sera importante.
Les pinces coupantes n’offrent pas une coupe très fine et plane. Elles vont déformer le métal lors de la coupe.
2 - Les cisailles
Les cisailles sont utilisées pour découper les tôles fines. Elles fonctionnent comme des ciseaux au moyen de deux lames opposées.
Les cisailles manuelles permettent une découpe sans déformation du métal.
Les cisailles ne doivent pas être utilisées pour la coupe de fils métalliques. Les arêtes tranchantes ne résisteraient pas à ces efforts et ressortiraient fortement endommagées.
À noter :
La longueur des lames tranchantes est un critère important dans le choix d’une cisaille. Les lames courtes offrent plus de puissance que les modèles longs. Elles se destinent aux métaux durs comme l’inox. Les lames longues sont quant à elles préconisées pour les métaux plus tendres et souples comme le zinc.
Les cisailles à tôle se divisent en deux grands segments :
➔ Les cisailles monoblocs

Les cisailles monoblocs sont composées de deux lames et de deux branches réalisées d’une seule pièce, et maintenues par un boulon central.
C’est une cisaille très utilisée par les couvreurs car elle est très résistante et laisse moins de marques sur la feuille de zinc.
➔ Les cisailles articulées

Les cisailles articulées ont un système de pivot entre les lames tranchantes et les branches de la cisaille. Cette articulation permet de démultiplier la force de la cisaille en réduisant l’effort à produire lors de la découpe.
C’est actuellement les cisailles à tôle les plus vendues.
Ensuite, qu’elles soient articulées ou monoblocs, les cisailles à tôle vont se répartir dans plusieurs catégories selon la forme de leur mâchoires et l’affûtage de la lame tranchante. Certaines cisailles vont cumuler une ou plusieurs catégories :

- La cisaille aviation est un nom générique pour désigner un type de cisaille articulée. Elle a deux caractéristiques principales qui la distingue des modèles classiques :
- Les mâchoires sont légèrement arrondies afin de faciliter la découpe de courbes
- Les arêtes tranchantes sont munies de micro-dentures qui empêchent la tôle de glisser
- Les cisailles universelles se destinent aux coupes droites et aux grandes courbes à droite ou à gauche.La forme de leur mâchoire n’en fait pas un outil idéal pour des coupes longues et précises. Avec ces cisailles, la feuille de tôle se relève peu lors de la coupe. Elle a tendance à venir heurter la main lors de longues découpes.Les cisailles universelles sont des outils très pratiques car polyvalents pour des petites découpes dans les feuilles de tôle en acier, en aluminium, les treillis métalliques, le cuivre, le cuir et le plastique.Les cisailles universelles sont la plupart du temps des cisailles aviation articulées. Mais elles existent aussi en cisailles monoblocs.
- Les cisailles à coupe à droite ou à gauche permettent la découpe droite et surtout la découpe précise de courbes plus ou moins longues.
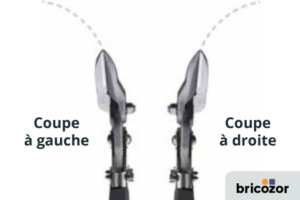
La coupe à droite va permettre des courbes vers la droite, dans le sens de la coupe. Et inversement pour la coupe à gauche.
Sur ces cisailles, la forme à 45° d’une des mâchoires va permettre de relever la tôle lors de la coupe.
Certaines cisailles ont une mâchoire à 45°de faible largeur. Ce qui limite la remontée de la tôle lors de la coupe, et sur des découpes longues, la tôle peut venir heurter la main.

- Les cisailles à coupe continue permettent des découpes de tôle prêt du bord mais également directement en plein milieu de la feuille de tôle. La coupe continue est souvent associée avec d’autres spécificités comme le bichantournage.
- Les cisailles bichantourneuses sont parfaitement adaptées pour des découpes étroites et complexes en bord de tôle. Certaines de ces cisailles bichantourneuses permettent des découpes de haute précision sans risque de rayer le métal. Ces modèles ont des lames courtes, souvent entre 30 et 35 mm. En associant la coupe en continue avec le chantournage, ces cisailles sont très polyvalentes pour toutes les tâches de découpe : petit et grand rayon de courbure, délignage en bord de tôle, découpe en plein milieu de la tôle ou simple création d’encoches.
Attention
Les cisailles bichantourneuses se déclinent en coupe à droite ou à gauche selon le modèle.
- Les cisailles Pélican sont principalement des cisailles monoblocs. Elles ont la particularité d’avoir des lames longues, parfois jusqu’à 75 mm.
- Les cisailles passe-franc permettent des coupes dans des endroits inaccessibles aux cisailles classiques.Sur ces cisailles passe-franc, les mâchoires tranchantes ne sont plus dans l’axe des branches. La tôle passe ainsi sous la main lors de la coupe.C’est aussi un confort indéniable lors de découpes longues.Cette particularité passe-franc se décline sur tous les types de cisaille, des cisailles monoblocs aux cisailles aviation articulées ou bichantourneuses.
3 - LES GRIGNOTEUSES
Les grignoteuses permettent la découpe de tôles fines et planes, sans déformation du métal.
Les grignoteuses vont effectuer des coupes rectilignes, mais aussi des courbes plus ou moins accentuées. Ce sont des cisailles que l’on trouve beaucoup pour la recoupe des rails de plaques de plâtre.
Le procédé de découpe des grignoteuses n’est pas par cisaillement du métal mais par emboutissage. La feuille de tôle est prise entre une matrice fendue et un couteau non tranchant. Lors de la pression sur les branches, le couteau vient découper la tôle en s’engageant dans la fente de la matrice. La découpe est ainsi de la largeur du couteau.
4 - LES SCIES A METAUX

Les scies à métaux sont utilisées pour la découpe de métaux et matériaux rigides comme par exemple les tuyaux de plomberie ou les aciers de construction.
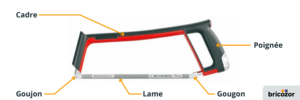
La conception des scies à métaux est simple :
Une lame, munie de dents acérées, est maintenue tendue entre les deux branches d’un cadre rigide, la monture, équipé d’une poignée.
La découpe se fait lors du mouvement vers l’avant de la scie, permettant aux dents de la lame de venir couper le métal. Ce qui demande un matériau relativement rigide pour supporter la force de poussée de la scie, ou très bien maintenu si le matériau est souple.

Les différences entre les scies à métaux ?
Bien qu’ayant toutes la même fonction, toutes les scies à métaux ne se ressemblent pas. Elles vont se différencier de par leur forme, leurs caractéristiques techniques ou physiques.
Voici quelques différences entre les scies à métaux :
➔ La tension de la lame
La tension de la lame de la scie est indispensable pour permettre le sciage et obtenir des coupes droites et nettes.
La lame est très flexible. Sa rigidité est obtenue par divers procédés :

Par une vis dans le prolongement de la lame. C’est le système le plus simple
Par un levier situé au niveau de la poignée. C’est un procédé rapide de tension, mais également pour le changement de la lame

➔ La forme de la monture
Les scies à métaux n’ont pas toutes les mêmes montures :
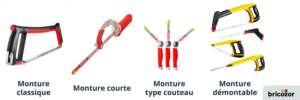
- Sur les scies classiques la différence va se faire sur l’ergonomie et le profil de la monture. Certaines scies ont des formes ergonomiques pour optimiser l’effort à apporter lors de la coupe.
- Les scies à monture courte permettent des petites découpes précises.Les scies à monture courte vont être très pratiques pour les coupes affleurantes au ras de l’objet.En inversant le sens de la denture de la lame, l’effort se faisant en tirant, les montures courtes sont idéales pour des coupes de précision.Certaines de ces scies à monture courte peuvent recevoir des lames cassées.
- Les montures de scie de type couteau sont des scies universelles selon le type de lame utilisée.Ces scies couteaux permettent des coupes rapides, mais sans grande précision.Les scies couteaux sont équipées de lames de scie sabre, de 150 mm pour la plupart des marques.
- Les scies multifonctions à monture démontable vont permettre de multiplier les positions de la lame.Avec un seul outil, les configurations différentes proposées par la scie à métaux permettent de s’adapter aux multiples problématiques de coupes.
➔ La position de la lame
La position de la lame de scie est souvent possible sur certaines scies à métaux. Par rapport à l’axe de la monture, certaines lames peuvent pivoter de 90° à 45°.

La position de la lame à 45° permet des coupes horizontales plus aisées.
Dans cette configuration, il faut bien maintenir la lame horizontalement pour ne pas briser la lame.
Focus sur les lames de scie
Le choix du type de lames de scies à métaux va se faire selon deux paramètres : l’usage et l’épaisseur du métal à couper.
- L’usage
Pour une utilisation courante dans des métaux non ferreux, des aciers doux et des aciers très faiblement alliés, on peut opter pour des lames en acier à haute teneur en carbone (Carbone HCS)
Pour des aciers très durs, des inox et des aciers fortement alliés, le choix va se porter sur des lames bimétal. Elles permettent en outre des usages intensifs.
Lorsque l’on souhaite de la précision, les lames HSS (HSS M2) vont permettre toutes les applications difficiles et précises. Elles se destinent aux usages non intensifs.
- L’épaisseur du matériau
La denture se choisit selon l’épaisseur de la pièce à couper :
- 8 dents pour les pièces épaisses supérieures à 5 mm
- 10 dents pour les épaisseurs moyennes de 2 à 5 mm
- 12 dents pour les tôles fines inférieures à 2 mm
5 - Les coupes-tubes

Comme leur nom l’indique, les coupes-tubes se destinent exclusivement à la découpe de tubes ronds en cuivre, laiton, aluminium, acier fin, inox et PVC.

Les coupes-tubes sont composés d’une mâchoire circulaire, d’une molette coulissante et d’un manche équipée d’un pommeau rotatif.
Le fonctionnement est simple. Le tube est inséré dans la mâchoire et ensuite la molette vient prendre appui sur le tube. On tourne le coupe-tube autour du tube. Une première rainure apparaît. En tournant le pommeau, on vient insérer plus profondément la molette dans le tube. On tourne de nouveau le coupe-tube autour du tube. Et cela jusqu’au sectionnement du tube.
Les coupes-tubes permettent des coupes propres, nettes et précises.
6 - Les coupe-tiges filetées

Ces appareils ne se destinent qu’à la coupe des tiges filetées en acier.
Ils fonctionnent à l’aide d’une lame positionnée au bout d’un levier, et d’une matrice bloquant la tige filetée. La lame vient sectionner la tige à l’abaissement du levier.
Ces coupe-tiges filetées permettent des coupes nettes et sans bavure.
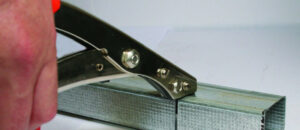
7 - Les guillotines pour profilés

Exclusivement destinées à la découpe de profilés comme les rails de plaques de plâtre, les cornières fines, les suspentes, ces guillotines permettent des découpes rapides, sans bavure, sans déformation du métal et sans étincelles.
Le profilé métallique est glissé dans une matrice qui reprend sa forme intérieure. Ce qui implique que chaque forme de profil a sa matrice. En général, les appareils sont livrés avec 6 formes de matrices.
Ensuite le levier est descendu et la lame vient sectionner le profilé métallique. Cette coupe se fait pratiquement sans effort.
Les outils électriques pour la découpe du métal
Après les outils manuels, nous allons nous intéresser aux outils électriques pour la découpe du métal.
Lorsque l’on a de longues découpes à effectuer ou en série, l’outil manuel a ses limites. Pour faciliter le travail, et surtout augmenter la rapidité d’exécution, l’outillage électrique est le partenaire idéal sur chantier ou en atelier.
1 - Les meuleuses portatives
Qu’elles soient filaires ou sans fil, les meuleuses sont les outils les plus utilisés pour la découpe des métaux.
Elles ont l’avantage d’être très polyvalentes. En changeant simplement de qualité de disque, les meuleuses permettent la coupe de pratiquement tous les métaux, mais également d’autres matériaux comme le bois, le béton, la brique, etc…
Par contre, la coupe des meuleuses portatives n’est pas très précise.
Cette découpe par disque abrasif va dégager des éclats de métal incandescents, de la poussière, de la fumée et faire beaucoup de bruit. Il est impératif de travailler dans un lieu aéré et de se munir de protections individuelles comme des lunettes, des gants, un casque antibruit, etc…

La meuleuse d’angle, en diamètre 115 ou 125 mm, est une machine légère et très maniable. Elle est appelée également « meuleuse une main ». Malgré cette terminologie, il est indispensable de la maintenir à deux mains pour effectuer les découpes.
Ces meuleuses sont destinées à la coupe de métaux, mais surtout à la finition après découpe ou soudure. Le diamètre du disque, 115 ou 125 mm, ne permet pas la coupe de métaux épais.
Il faut aussi noter que ces meuleuses d’angle vibrent beaucoup, surtout au niveau de la tête de la meuleuse. C’est pourquoi l’apport d’une poignée anti-vibrations offre un confort très apprécié lors des travaux longs.

Les meuleuses portatives à disque de 230 mm sont plus lourdes et plus imposantes.
Ces machines vont permettre des découpes de métaux épais grâce à leur grande puissance et le diamètre du disque.
Avec leur encombrement et leur poids important, ces meuleuses sont peu pratiques pour les travaux de finition.

- Pour ces machines portatives, les disques à grains de corindon A sont les plus courants. Ils permettent le tronçonnage des métaux pleins et les tôles dans les aciers alliés comme l’inox et non alliés, les fontes.
- Les disques à grains de carbure de silicium, parfois mélangés avec du corindon A, sont destinés à l’aluminium
- L’oxyde d’aluminium est un grain très performant pour la coupe de l’inox.
- Les disques à grains céramiques auto-affûtants sont les plus performants des disques agglomérés pour la coupe des aciers et des inox.
- Les disques diamant pour la coupe des aciers et des inox durent jusqu’à 30 fois plus longtemps que les disques agglomérés.

2 - Les tronçonneuses stationnaires

Les tronçonneuses stationnaires, appelées également tronçonneuses à disques, sont des machines de chantier ou d’atelier.
Les tronçonneuses stationnaires ont un fonctionnement proche d’une scie à onglet pour le bois. Elles sont équipées d’une lame ou d’un disque monté sur un bâti basculant et d’un étau pour bloquer la pièce en métal.
La plupart de ces tronçonneuses permettent des coupes angulaires soit par pivotement des mors de serrage de l’étau, soit par le pivotement de la tête de la machine.

Les tronçonneuses de chantier à disques abrasifs sont des machines facilement transportables. Elles permettent des découpes plus précises que les meuleuses portatives.
Le grand diamètre du disque donne à ces tronçonneuses une capacité de coupe importante.
Ces machines ne sont pas destinées aux grandes séries répétitives.

Les tronçonneuses de chantier à lame carbure vont permettre des coupes précises et sans bavures, contrairement aux tronçonneuses à disque abrasif.
Elles ont aussi le très grand avantage de réaliser des coupes sans échauffement du métal. Ainsi les caractéristiques physiques et chimiques du métal restent inchangées, évitant des déformations ultérieures de la pièce coupée.

Les tronçonneuses sur bâti se destinent à un usage régulier, répétitif et en atelier.
Ces machines sont de deux types principaux : les tronçonneuses à disque abrasif qui fonctionnent sans lubrification, et celles qui sont équipées de scies fraises demandant à être lubrifiées.
3 - Les scies sauteuses

Les scies sauteuses, équipée d’une lame adaptée aux métaux, sont parfaitement adaptées pour la découpe des tôles planes.
La découpe des métaux avec une scie sauteuse est gourmande en lame et demande souvent une lubrification pour évacuer la chaleur et améliorer la coupe.
Focus sur les lames de scie sauteuse
Pour choisir la bonne lame de scie sauteuse pour la découpe du métal, il faut tenir compte de deux paramètres : la qualité du métal et son épaisseur.
- Les métaux et l’usage
Pour les tôles en acier non allié, en métaux non ferreux et l’aluminium, les lames en HSS sont parfaitement adaptées. Elles se destinent à un usage non intensif.
La découpe des tôles en aciers alliés, en inox et pour tous les usages intensifs, il faut privilégier les lames bimétal qui associent de l’acier HSS très dur avec de l’acier souple.
- L’épaisseur de la tôle va déterminer la denture de la lame et la qualité de la coupe :
De 2 à 6 mm, une denture de 14 TPI (le pas de 1,8 mm) – coupe grossière
De 1,5 à 3 mm, une denture de 18 TPI (le pas de 1,4 mm) – coupe moyenne
De 1 à 3 mm, une denture de 21 TPI (le pas de 1,2 mm) – coupe fine
De 0,8 à 2 mm, une denture de 36 TPI (le pas de 0,7 mm) – coupe très fine
4 - Les scies sabre
Les scies sabre sont des machines de chantier. On les trouve particulièrement en démolition.
Equipée d’une lame en prolongement du bloc moteur, ce type de scie est très pratique pour couper des clous ou des tôles fines. Avec une lame adaptée, les scies sabre conviennent pour tous les matériaux.
Ce qu’il faut noter, c’est que la coupe de ces scies est grossière sans aucune précision.

Les scies sabre vibrent beaucoup, surtout dans la coupe du métal. Avoir une poignée anti-vibration est une option à ne pas négliger pour diminuer la fatigue et les problèmes musculo-squelettiques (TMS).

La plupart des lames de scie sabre sont droites. Mais les plus performantes sont incurvées.
Cette forme optimise l’attaque de la denture et augmente d’une façon très significative la rapidité de la coupe.
Focus sur la longueur des lames
Par sécurité, lors de la coupe, il faut toujours conserver des dents en permanence dans le métal.
Ainsi, la longueur de la lame doit être supérieure d’environ 76 mm à celle de la pièce à couper. Par exemple, pour un tube de 100 mm de diamètre, il faut une lame de 100 + 76 = 176 mm. Cela donne des lames de 228 à 300 mm pour ce tube de 100 mm.
5 - Les scies à ruban
Les scies à ruban ont un fonctionnement proche des scies à métaux manuelles. Une lame, montée sur un bras en forme d’archet, vient scier le métal fixé dans un étau. Mais au lieu d’une lame droite et semi-flexible, sur ces machines la lame est sous la forme d’une bande flexible, dentelée et sans fin.
Selon le modèle de scie à ruban, la capacité de hauteur de coupe peut être très importante.
L’avantage de ce type de scie est d’avoir des coupes très précises sur tous types de métaux.
La coupe étant très lente, l’échauffement du métal est plus faible que celui d’une scie à disque abrasif. Mais, pour une meilleure qualité de coupe et une plus grande longévité, il est nécessaire de lubrifier le ruban.

Les scies à ruban portatives sont des machines légères ayant la plupart du temps une descente de lame automatique et manuelle.
Ces scies peuvent se monter en atelier en ajoutant un bâti sous la machine.

Les scies à ruban d’atelier sont montées sur un bâti et sont destinées à des usages réguliers.
La descente du ruban est automatique.
Focus sur le ruban de sciage
Pour obtenir une très bonne finition de coupe et, surtout, la meilleure longévité du ruban, il est impératif de bien choisir la denture et la qualité de l’acier.
Afin d’éviter une rupture due à un allongement du ruban, il est nécessaire de le détendre en fin de travail ou en fin de journée.
6 - Les scies oscillantes
Les scies oscillantes permettent toutes sortes de découpes dans le métal. Mais, en changeant d’accessoires, elles peuvent également découper d’autres matériaux et poncer.
Ce sont des machines très polyvalentes.

Les scies oscillantes ont l’avantage de réaliser des coupes affleurantes. Ce que les autres scies ne peuvent pas faire.
7 - Les grignoteuses
Les grignoteuses permettent les découpes de tôles fines sans échauffement, sans déformations ni étincelles et sans poussière métallique.
Ces machines sont capables de réaliser des découpes longues sans effort et d’une façon nette et précise.

Les grignoteuses vont couper des tôles planes comme ondulées. Elles s’adaptent également aux courbes.
4 commentaires
Articles du moment



{kind=link}
Nos univers
Très complet.
Bonjour et merci pour ce tour d’horizon aussi détaillé que précis… Je n’ai pas la réponse à mon problème, mais grâce à vous j’en sais beaucoup plus… Félicitations 😊
très bien.!
Excellent, intéressant et instructif. A recommander.